опыт монтажа сложных строительных конструкций, описанный в данной статье, является уникальным и запатентованным. несмотря на то что атомная электростанция не относится к гидротехническим сооружениям, мы считаем уместным привести описание работ подразделений оао «Трест гидромонтаж», специализирующихся на крупных узлах и конструкциях гидротехнических сооружений, в нашем журнале, поскольку данный единичный в мире опыт может быть интересным и полезным нашим читателям и может пригодиться в решении практических задач при монтаже на гидротехнических и гидроэнергетических объектах.
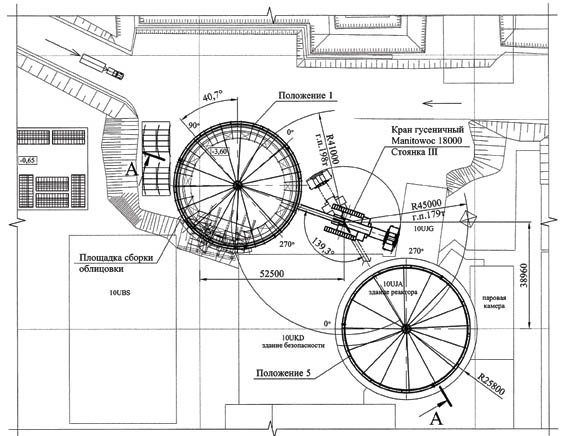
Рис. 1. Установка укруп-
ненной герметичной
облицовки в проектное
положение с помощью
приспособления грузо-
подъемностью 140 т
краном Manitowoc 1800

Фото 1. Панорама места
сборки укрупненной гер-
метичной облицовки
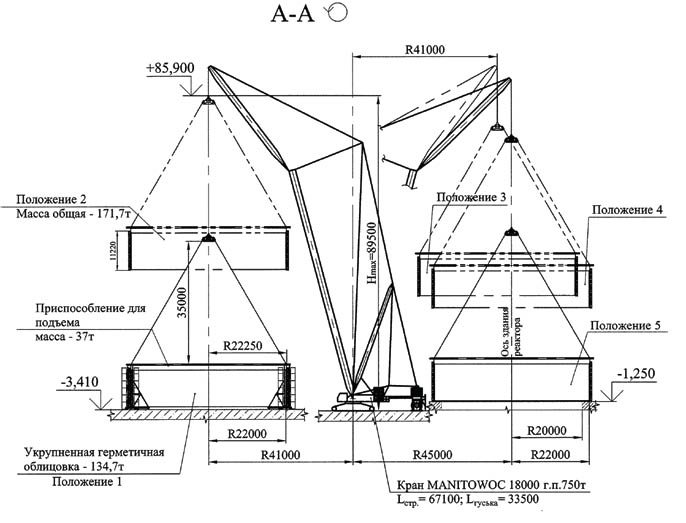
Рис. 2. Разрез А-А по рис. 1.
Схема монтажа облицовки
В ночь с 24 на 25 июня 2010 г. (с 04.00 до 06.00) впервые в мире ОАО «Северо- Западное монтажное управление Ги- дромонтаж» были произведены подъем, перенос и установка на место внутрен- ней облицовки здания реактора блока 1 ЛАЭС-2 с частично поддерживающими колоннами общей массой 140 т, изготов- ленной в стороне от места установки.
В связи с задержкой укладки бетона и готовностью ОАО «Трест Гидромонтаж» к укрупнительной сборке было принято решение ускорить монтаж облицовки на проектных отметках путем укрупнитель- ной сборки внутренней облицовки реак- торного здания на специально оборудо- ванной для сборки площадке.
Таким образом, выигрывалось время для параллельного производства работ.
Отделами ПОР (заведующий отделом А. М. Ларионов) и механического обору- дования № 1 (заведующий отделом А. И. Богданов) СПКТБ «Ленгидросталь», фи- лиала ОАО «Трест Гидромонтаж», в сжа- тые сроки был разработан ППР на мон- таж герметичной облицовки внутренней оболочки с отм. -1,25 до отм. +9,40 здания реактора ЛАЭС-2 (рис. 1 и 2).

Фото 2. Перенос укрупненной герметичной облицовки
Укрупненная герметичная облицовка
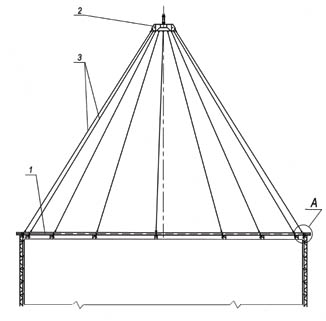
Рис. 3. Состав приспособления
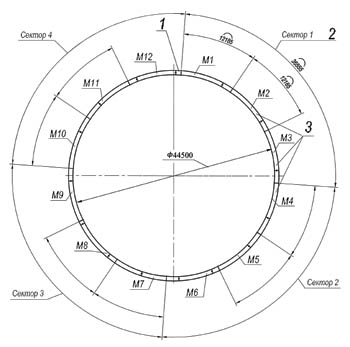
Рис. 4. Разбивка металлоконструкции 1 на секторы и марки
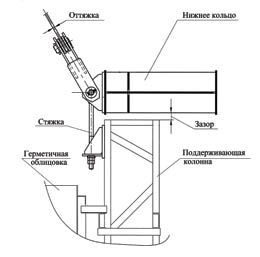
Рис. 5. Крепление нижнего кольца к сборке герметичной облицовки и оттяжек к нижнему кольцу (фрагмент из чертежа и узел А с рис. 3)
Для осуществления подъема 1-го яруса облицовки, состоящей из обечайки толщиной 6 мм, высо- той 10,0 м, с внутренним диаме- тром Ø 44,5 м и поддерживающих колонн, необходима была тра- верса грузоподъемностью 140 т. При этом ставились условия – из- менения геометрической формы обечайки быть не должно, а так- же следовало учесть и то, что гру- зоподъемность крана Manitowoc 18000 на необходимом вылете стрелы R45,0 м составляет 179 т.
Отделом № 1 СПКТБ «Ленги- дросталь» (главный конструктор проекта Пейсахович В. А.) было разработано приспособление гру- зоподъемностью 140 т для подъе- ма укрупненной герметичной об- лицовки, а ОАО «Подпорожский механический завод» оно было из- готовлено.
Приспособление грузоподъем- ностью 140 т (рис. 3) конструктив- но состоит из трех основных ча- стей: нижнего кольца – 1, верхнего кольца – 2 и оттяжек – 3.
Учитывая габариты нижнего коль- ца, условия изготовления, транс- портировки и монтажа, металло- конструкция 1 – нижнего кольца была выполнена из четырех секто- ров – 2, состоящих, в свою очередь, из трех марок – 3, (рис. 4): сектор 1 – марки М1…М3, сектор 2 – марки М4…М6, сектор 3 – марки М7…М9, сектор 4 – марки М10…М12.
Каждая марка 3 (М1…М12) пред- ставляет собой сварную конструк- цию двутаврового профиля (рис. 5), состоящую из двух поясов и стенки с поперечными и про- дольными ребрами жесткости. На концах марок выполнены листы с отверстиями под соединительные
Фото 3. Крепление нижнего кольца к сборке герметичной облицовки и оттяжек к нижнему кольцу (выполнение в натуре)

болты М20 и на большем листе предусмотрены упоры для фикса- ции положения одного сектора по отношению к другому.
Соединение нижнего кольца с поддерживающими обечайку ко- лоннами выполнено, как показа- но на рис. 5. К внутреннему поясу нижнего кольца устанавливалась блочноприсоединительная под- веска для соединения кольца с поддерживающими облицовку колоннами, к которой прикрепля- лись канаты оттяжек. При этом возникающие в нижнем кольце сжимающие усилия на саму гер- метичную облицовку практиче- ски не передавались.
Выполненный расчетно- методическим сектором (зав. сек- тором Белошейкина М. Н.) расчет показал, что разработанная кон- струкция нижнего кольца при- способления в процессе подъема имеет в каждой из 15 точек кре- пления обечайки к нижнему коль- цу сжатие от 1,0 до 2,0 мм.
На различие величин сжатия ска- залась неравномерность располо- жения точек крепления по окруж- ности нижнего кольца, которая зависит от расположения выполня- емых по каждому ярусу герметич- ной облицовки проходок.
Изготовление приспособления ве- лось на заводе отдельными марками (фото 4), которые затем собирались в сектора (фото 5). После сборки сектора и проверки его геометрии он разбирался на марки, которые отправлялись на строительство для монтажа приспособления в целом.
Ввиду отсутствия площадки для сборки нижнего кольца, его монтаж велся непосредственно на поддержи- вающих колоннах (фото 6).
Фото 6. Нижнее кольцо на поддерживающих колоннах

Фото 4. Изготовление отдельной марки приспособления

Фото 5. Сборка сектора приспособления
Фото 7. Проверка натяжения оттяжек


1-я установка 24.06.2010

Фото 8.
Проверка выравнивания оттяжек

Фото 9.
Проверка подъема

Фото 10.
Подъем из места сборки

Фото 11.
Перенос к месту установки

Фото 12.
Проверка установки
2-я установка 18.01.2011

Фото 13.
Подъем над местом сборки

Фото 14.
Перенос к месту установки

Фото 15.
Перенос к месту установки

Фото 16. Перенос к месту установки

Фото 17.
Проверка установки
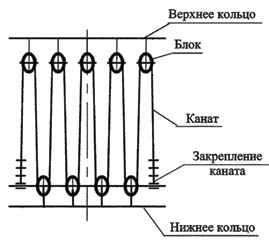
Рис. 6. Развертка запасовки каната
одной точки подвеса
Одним из вариантов соединения
верхнего и нижнего колец была
предусмотрена запасовка 15 оття-
жек в три полиспастных оттяжки,
что автоматически давало вырав-
нивание натяжения во всех 15 вет-
вях (рис. 6).
Кроме того, при необходимости
достижения горизонтального по-
ложения перемещаемой облицов-
ки выравнивание в этом случае
возможно путем удлинения или
укорочения одной из полиспаст-
ных оттяжек.
Техническое решение по подъе-
му, переносу и установке на место
внутренней облицовки здания
реактора блока признано изо-
бретением ФИПС «РОСПАТЕНТ» и
принято решение от 02.11.2010 о
выдаче патента на полезную мо-
дель по заявке № 2010140016/11
«Устройство для подъема круп-
ногабаритных тонкостенных ци-
линдрических обечаек» (авторы:
А. В. Бусыгин, Д. П. Дацко, В. А. Дми-
триев, А. М. Ларионов, В. А. Пейса-
хович и В. Н. Шереметьев).
На строительстве с использова-
нием приспособления были вы-
полнены две установки обечаек
25 июня 2010 г. и 18 января 2011
г., которые изображены на фото
8–12 (1-я установка) и 13–17 (2-я
установка).
Применение приспособления
упростило технологию возведе-
ния реакторного здания блока 1
ЛАЭС-2 и позволило существен-
но сократить сроки монтажных
работ.

Пейсахович В. А.
Главный конструктор
СПКТБ «Ленгидросталь»

Дацко Д.П.
Заместитель
генерального
директора ОАО
«СЗМУ Гидромонтаж»
по Северо-Западу